
Explore
Healthcare Packaging Functions
Effective healthcare packaging performs several functions:

Product Protection
It protects the contents from various external factors that could compromise their quality, such as moisture, light, oxygen, and contaminants.

Safety and Security
It is often designed with safety features to prevent tampering, counterfeiting, or unauthorized access. Features such as tamper-evident seals, child-resistant closures, and authentication labels help ensure the integrity of the products and protect patients from potential harm.

Regulatory Compliance
Healthcare packaging must adhere to specific regulatory requirements imposed by health authorities, such as the U.S. Food and Drug Administration (FDA) or the European Medicines Agency (EMA). These regulations govern aspects like labeling, traceability, dosage instructions, and patient information to ensure accurate usage and minimize risks.

Patient Convenience
Packaging in the healthcare industry also focuses on patient convenience and ease of use. Clear instructions, user-friendly designs, and appropriate dosing mechanisms contribute to improving patient compliance and medication adherence.

Environmental Sustainability
Increasingly, the healthcare industry is moving towards more sustainable packaging solutions. This includes the use of recyclable materials from renewable sources such as wood-based fiber and reducing packaging waste.

Labeling and Information
Healthcare packaging includes important labeling and information to inform healthcare professionals and patients about the product’s composition, dosage, side effects, and instructions for use. Clear and accurate labeling is crucial for patient safety and regulatory compliance.
Submarkets


Lockcon Secures Testing Kits with Tamper-Evident Box
We collaborated with Lockcon to design a tamper-proof paperboard box to transport its testing kits securely. Made from a fully coated, bleached paperboard, the box offers a fully recyclable fibre-based solution that is as functional as it is user friendly.
EXPLORE
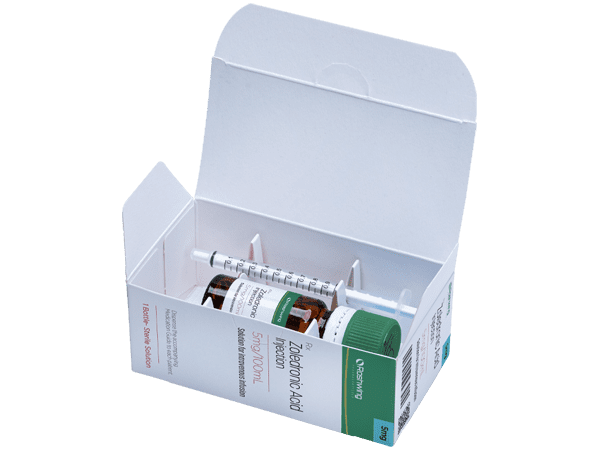
Featured Healthcare Packaging
Finishes and Enhancements

Serialization and Track and Trace Packaging
Meet regulations while protecting patients from counterfeit medications with pharmaceutical serialization and track & trace technology for packaging.
Anti-Counterfeit and Grey Market Coding Packaging Measures
Consumers expect authenticity when buying a premium product, and for the pharmaceutical industry the guarantee of authenticity is vital to maintain patient safety, but high-value markets are attractive to counterfeiters. Our state-of-the-art packaging solution can help prevent counterfeiting to ensure your brand integrity is maintained and patients are protected.

Tamper-Evident Packaging Measures
Tamper-evident packaging provides visible evidence to the end user that the product has not been tampered with. For pharmaceuticals, tamper-evident packaging is a requirement, while for other products it offers security throughout the supply chain and to the consumer.
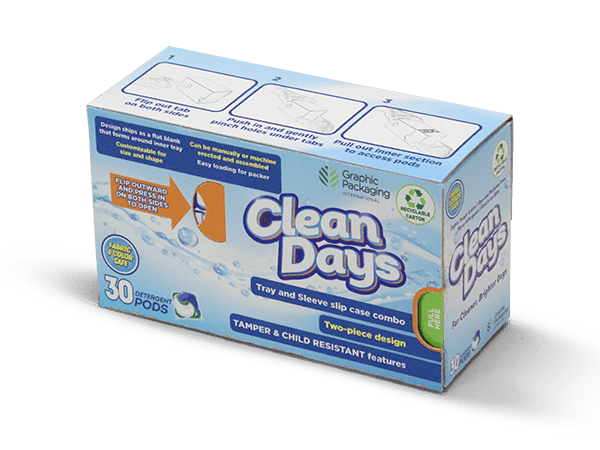
Child-Resistant Packaging
Often used for pharmaceuticals, medical devices, and other non-food consumer products, child-resistant packaging can protect children and vulnerable consumers from harm while still being intuitive and easy for those not at risk to open.
explore
Featured Healthcare Packaging Materials
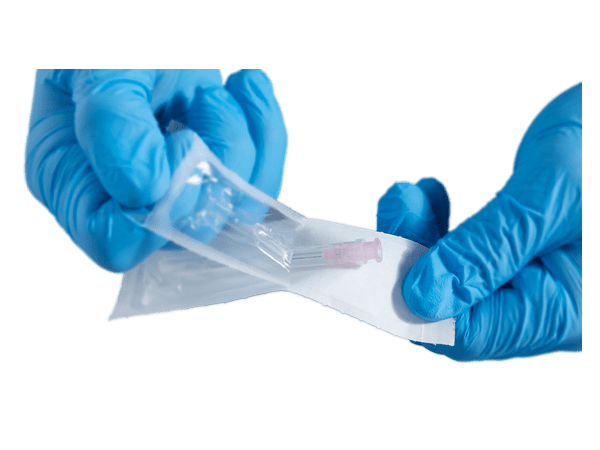
Sterile Medical Barrier Materials
Safe and protective barrier materials for packaging of medical devices.
PaceSetter Rainier™ Recycled Paperboard
PaceSetter Rainier™ is an innovation in recycled paperboard with many of the characteristics of bleached paperboard.