Healthcare & Pharmaceutical
Today, the future of healthcare packaging lies in safe, secure, patient-centric design. It’s entering a new era of innovation, driven by shifting dynamics and emerging trends—and we’re here to help you evolve with it.
We have decades of experience in the healthcare and pharmaceutical sector, delivering consistently high-quality, GMP-compliant packaging and processes for increased patient safety.

SUBMARKETs
We Create Packaging Tailored to Your Healthcare and Pharmaceutical Markets
We have a global network of packaging facilities that specialize in healthcare and pharmaceutical packaging to ensure you have both the benefits of a global manufacturing footprint with local market support and service critical to delivering your needs.
As a packaging partner, we understand the challenges in your market, provide a wide portfolio of packaging solutions, and support you in streamlining your operations to optimize your supply chain.
Prescription Medications
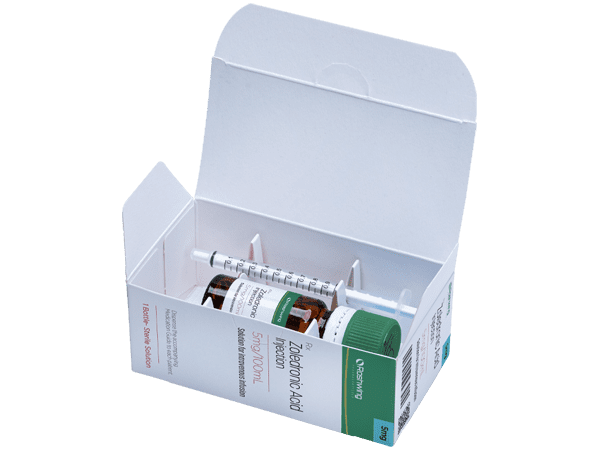
Patient safety is critical when it comes to prescription medicine. This requires high-quality packaging and services from GMP-compliant manufacturers that deliver an efficient supply chain.
Over-the-Counter (OTC) Medications
Packaging for OTC medication needs to enable secure and convenient use by the patient while delivering differentiation for shelf stand-out that strengthens brand recognition.
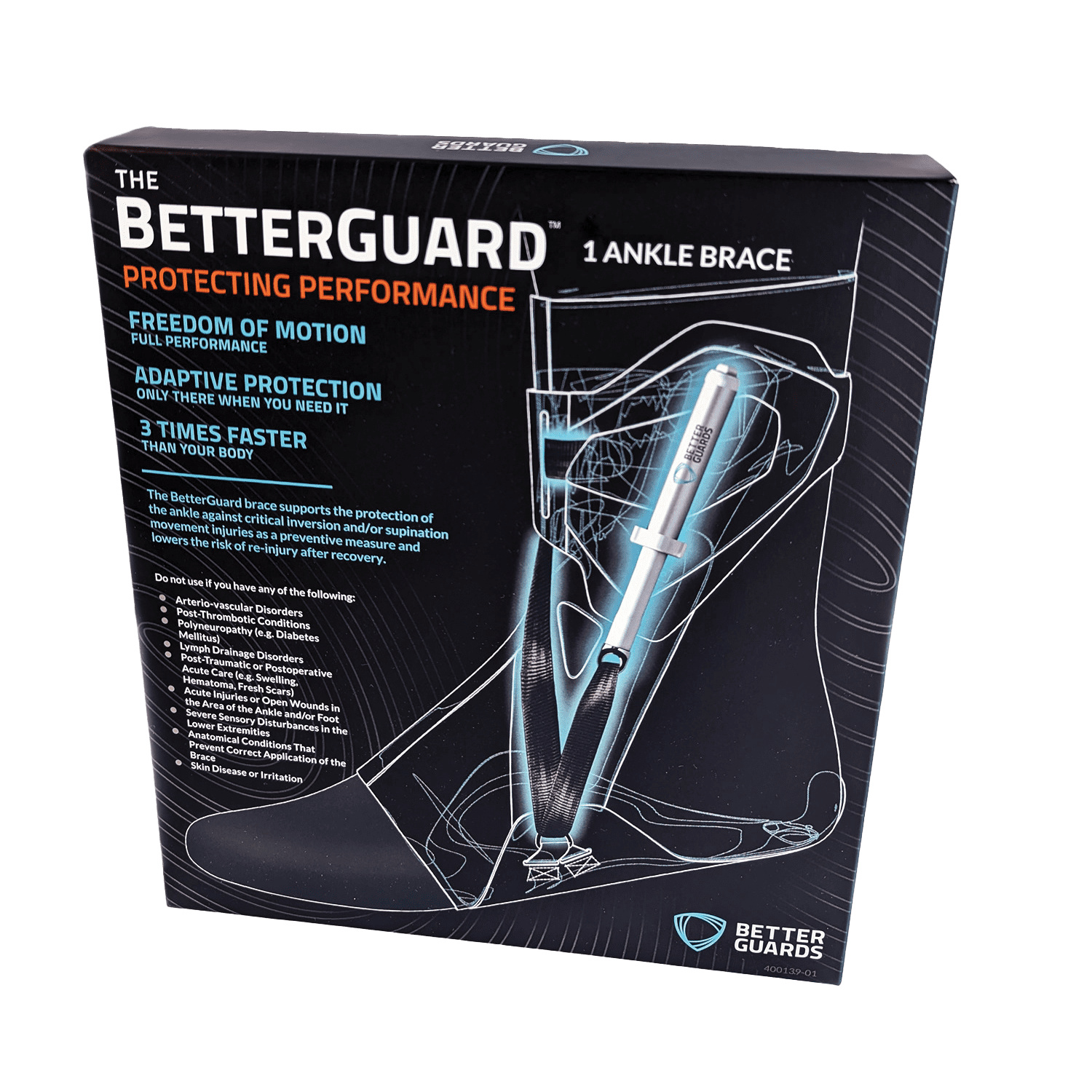
Medical Devices
Our design-thinking approach allows us to work closely with you to bring innovation to the market quickly. This is especially important with medical devices, surgical products, injectables, and wound care products, where strict hygiene standards and individual barrier performance guide packaging design. Additionally, ease of opening and protection of the device are critical, both in the hospital and home environment.
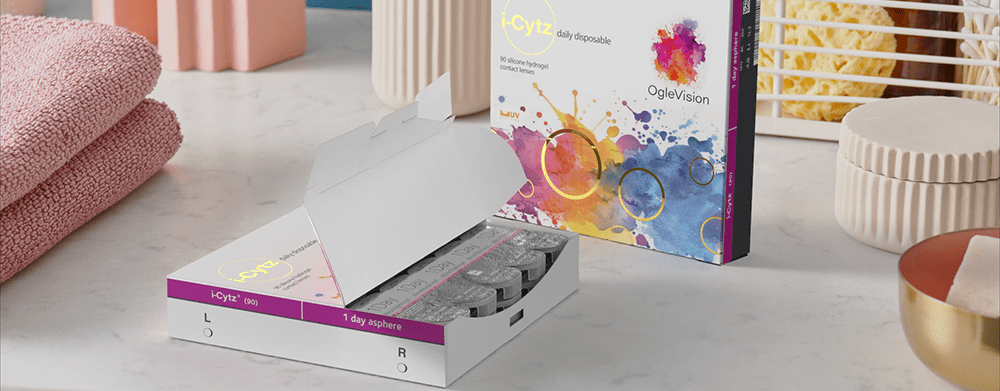
Eye Care
Packaging plays a critical role in providing patient confidence relating to eye care products, including contact lenses, eye treatments, and surgery aftercare. Clear expiration dates, tracking, and tracing are important features, and print quality is a priority.
Animal Health
Intelligent structural design, impactful graphic design, and advanced barrier technologies combine to deliver packaging for animal healthcare that meets the needs of brand owners, retailers, and veterinarians.
Explore
The Right Healthcare Packaging Delivers Many Benefits
Beyond simply meeting rigorous hygiene standards for patient safety, your ideal healthcare packaging solution must adhere to regulatory requirements, enable a seamless supply chain, and ensure consistent high levels of quality.
It should also provide patients and professionals with the assurance of authenticity, security, and clear, concise information. Additionally, the sustainability of your packaging is becoming increasingly important.

Product Protection and Brand Recognition
Packaging protects the contents from external factors that could compromise its quality, such as moisture, light, oxygen, and contaminants, while providing maximum brand communication.

Patient Safety and Security
Packaging can incorporate intelligent features to prevent tampering or counterfeiting. Tamper-evident seals, child-resistant opening, and authentication labels help ensure the integrity of the products and protect the vulnerable from harm.

Regulatory Compliance
Healthcare packaging must adhere to specific regulatory requirements imposed by health authorities, such as the U.S. Food and Drug Administration (FDA) or the European Medicines Agency (EMA). These regulations govern aspects like labeling, traceability, dosage instructions, and patient information to ensure accurate usage and to minimize risks.

Patient Convenience
Packaging in the healthcare industry also focuses on patient convenience and ease of use. Clear instructions, inclusive design, and appropriate dosing mechanisms contribute to improving patient compliance and medication adherence.

Environmental Sustainability
Increasingly, the healthcare industry is moving towards more sustainable packaging solutions. These include using renewable, recycled, or recyclable raw materials and designs that reduce packaging waste.

Labeling and Information
Healthcare packaging includes important labeling and information to inform healthcare professionals and patients about the product’s composition, dosage, side effects, and instructions for use. High-quality print and standardized process control deliver accurate information, patient safety and regulatory compliance.
SEE HOW WE DID IT
Success Stories
Take a look at how we’ve supported other companies and made a world of difference.

“Thanks to our partnership with Graphic Packaging, we were able to develop and produce our new tamper-proof and sustainable packaging solution for doping tests.
We were particularly impressed by their professional approach, innovative ideas, and high level of commitment. Our packaging even won the 2023 World Star Award!”
Monika Egli
CEO, Lockcon AG
EXPLORE
Featured Healthcare Packaging Solutions
Standard Folding Cartons
We offer a wide variety of folding cartons, like tuck-style, tray-style, and seal-end, that are designed to protect your product through the supply chain, optimize production filling speeds, and stand out on the retail shelf.

Boardio™ Paperboard Canister
Boardio™ has a unique shape with space for product information and branding on all six sides. This rigid paperboard canister is the ideal solution for pills, vitamins, and more.
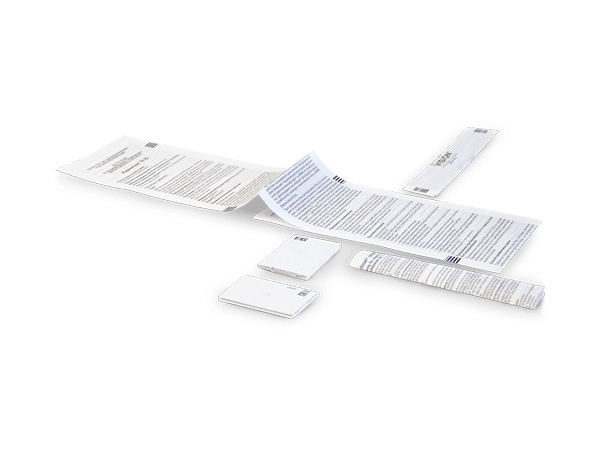
Leaflets & Inserts
Leaflets and packaging inserts provide all the necessary information for a consumer or patient regarding correct and safe product use.

Pouch & Sachet Materials
We offer a comprehensive range of optimized materials for sachets, pouches, and flow wrapping using combinations of plastic films and paper-based materials. These high-performance films provide excellent barrier protection so product quality and shelf life can be optimized for healthcare applications.
EXPLORE
Featured Healthcare Finishes & Enhancements

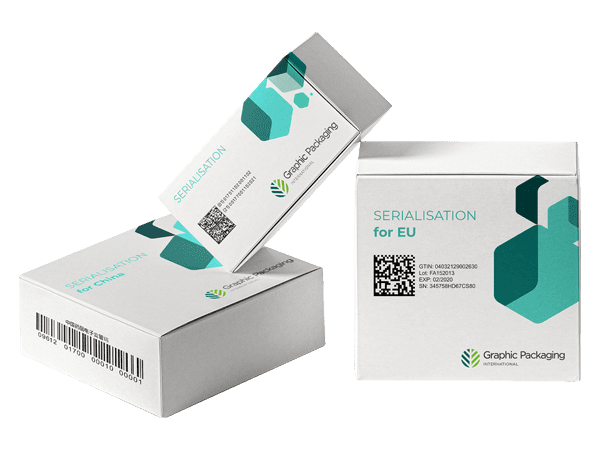
Serialization and Track and Trace Packaging
Meet regulations while protecting patients from counterfeit medications with pharmaceutical serialization and track & trace technology for packaging.
Anti-Counterfeit and Grey Market Coding Packaging Measures
Consumers expect authenticity when buying a premium product, and for the pharmaceutical industry the guarantee of authenticity is vital to maintain patient safety, but high-value markets are attractive to counterfeiters. Our state-of-the-art packaging solution can help prevent counterfeiting to ensure your brand integrity is maintained and patients are protected.
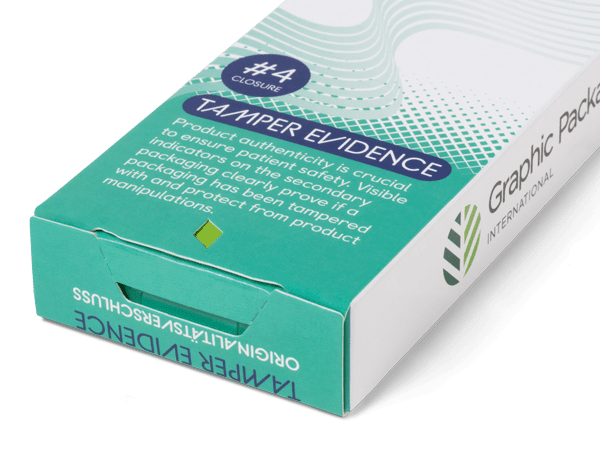
Tamper-Evident Packaging Measures
Tamper-evident packaging provides visible evidence to the end user that the product has not been tampered with. For pharmaceuticals, tamper-evident packaging is a requirement, while for other products it offers security throughout the supply chain and to the consumer.

Child-Resistant Packaging
Often used for pharmaceuticals, medical devices, and other non-food consumer products, child-resistant packaging can protect children and vulnerable consumers from harm while still being intuitive and easy for those not at risk to open.
EXPLORE
Featured Healthcare Packaging Materials
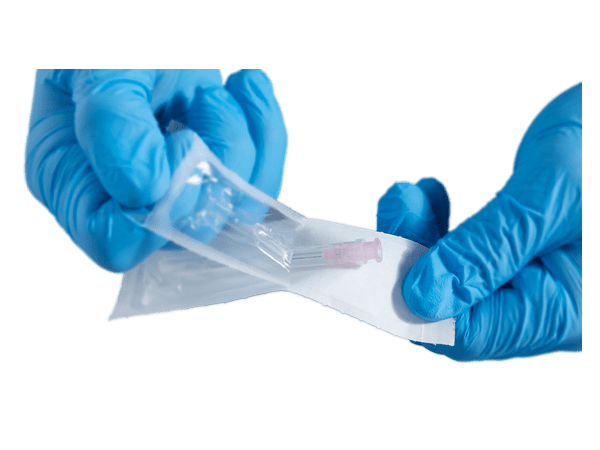
Sterile Medical Barrier Materials
Safe and protective barrier materials for packaging of medical devices.
PaceSetter Rainier™ Recycled Paperboard
PaceSetter Rainier™ is an innovation in recycled paperboard with many of the characteristics of bleached paperboard.